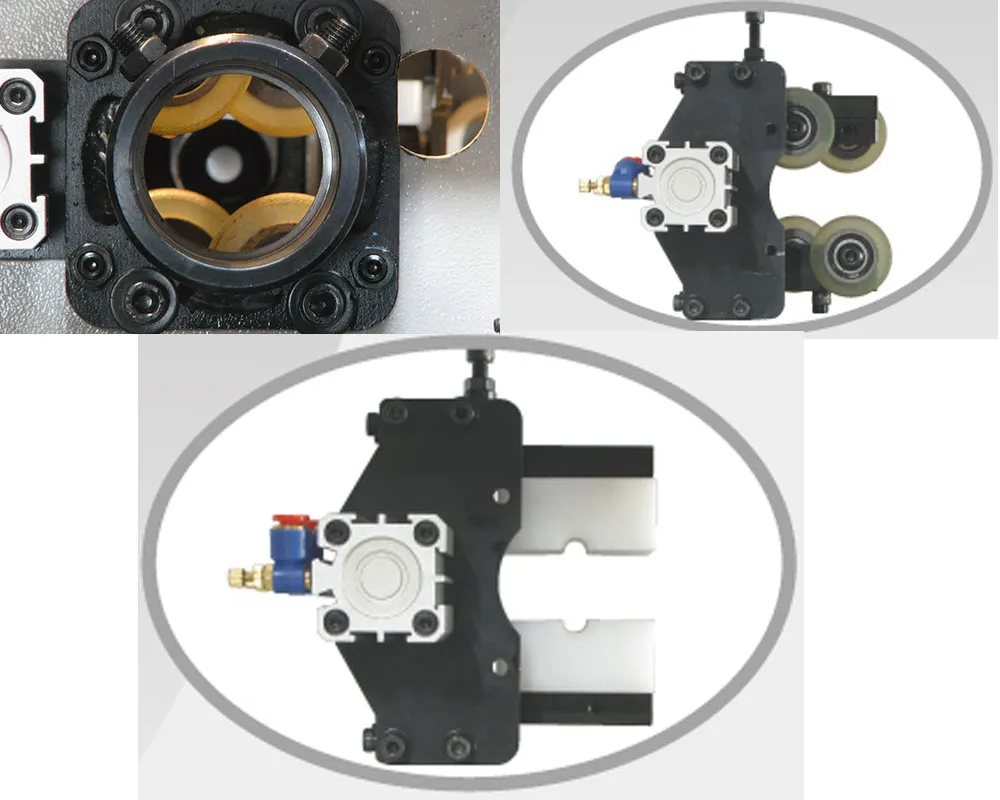
Устройства гашения вибрации
Устройства гашения вибрации устанавливаются в базовой комплектации

На токарных автоматах швейцарского типа резцовые модули жёстко закреплены на инструментальной каретке. Станки оснащены защитой зоны резания кабинетного типа. Отличаются высокой точностью, компактностью конструкции, простотой в обслуживании и удобством эксплуатации.
На токарных автоматах можно производить обработку прутков диаметром до 12 мм: обточку цилиндрических, конических и криволинейных поверхностей, подрезку торца, прорезку канавок на наружных и внутренних поверхностях, центрирование, сверление, нарезание резьбы, отрезку и т.д. Выполнение таких операций как поперечное сверление, фрезерование, контрсверление возможно на станках с контршпинделем и приводным инструментом.
Передняя бабка: Станок оснащён подвижным мотор-шпинделем и цанговым патроном с пневматическим приводом. Оснащены одним комплектом цанг состоящим из шпиндельной и люнетной цанги.
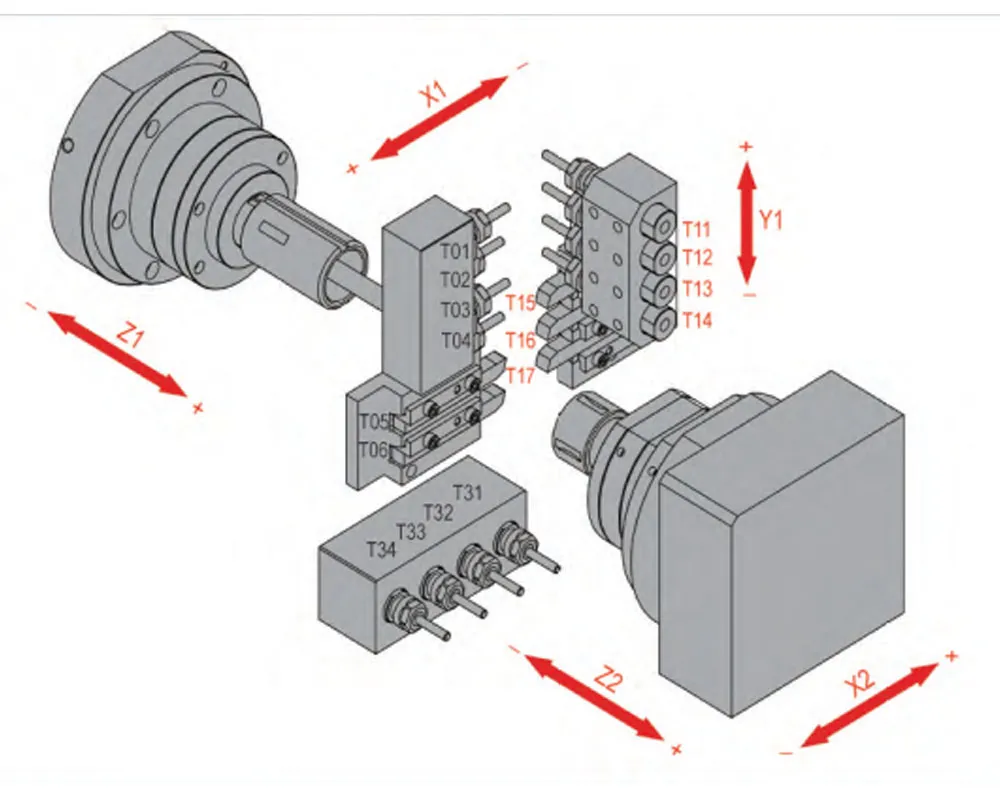
Инструмент: В стандартной комплектации станок оснащён 5-ю резцовыми блоками Т5-Т6, Т15-Т17 (□10□×5), 5 не приводных осевых инструмента T11-T14 4 Ø7 ER11 для основного шпинделя и противошпинделя, блок не приводных осевых инструментов для контр шпинделя Т31-Т34 Ø7 ER11. Блок радиальных приводных инструментов Т1-Т4 цанги ER11, дополнительный блок приводных осевых инструментов для контр шпинделя Т31-Т33 (2 или 3) Ø22 ER16. Блок приводных осевых инструментов для контршпинделя может быть оснащен Угловым блоком ER16 или оправкой для дисковой пазовой фрезы.
Противошпиндель: Станки оснащены противошпинделем. В комплекте одна цанга.
Устройство подачи прутка: Станок может быть оснащён автоматическим устройство подачи прутка для автоматизации производственного процесса.
No. | Наименование | Маркировка | Размер | Номер для заказа |
1 | Шпиндельная цанга (Стандартная комплектация) | Ц30-ОШ | Ø1~ Ø26 | Ц25-64/ Ø × |
2 | Люнетная цанга (Стандартная комплектация) | ЛЦ30 | Ø 1~ Ø 26 | ЛЦ223/ Ø × |
3 | Не приводной осевой основного шпинделя (Стандартная комплектация) | ER16(T21~T24) | Ø 1~ Ø 20 | ER20/ Ø × |
4 | Не приводной осевой контр шпинделя (Стандартная комплектация) | ER16(T31~T34) | Ø 1~ Ø 22 | ER16/ Ø × |
5 | Радиальный приводной инструмент (Опция) | ER11/16(T11~T14/15) | Ø 1~ Ø 20 | ER16/ Ø× ER20/ Ø× |
6 | Осевой приводной/не приводной инструмент | ER16(T31~T34) | Ø 1~ Ø 20 | ER16/ Ø × |
7 | Осевой не приводной (приводной опция) инструмент | ER16(T31~T34) | Ø 1~ Ø 20 | ER16/ Ø × |
|
№ |
Наименование |
Значение |
Ед. |
||
|
1 |
Диаметр отверстия в шпинделе |
16 |
мм |
||
|
2 |
Максимальный диаметр обработки |
12 |
мм |
||
|
3 |
Максимальная длинна обработки |
30 (2,5Ø) |
мм |
||
|
4 |
Максимальная длинна обработки с направляющей втулкой |
180 |
|
||
|
5 |
Максимальная частота вращения |
12000 |
мин-1 |
||
|
6 |
Мощность шпинделя |
1,5/1,5 |
кВт |
||
|
7 |
Максимальный диаметр сверления |
7/6 |
мм |
||
|
8 |
Максимальная нарезаемая резьба |
M6/М5 |
мм |
||
|
9 |
Инструменты |
Фиксированный инструмент для обр. внешнего диаметра. |
5 |
|
|
|
Кол-во осевого не приводного инстр. |
4 |
||||
|
Инструмент для обр в контр шпинделе. |
4 |
||||
|
Радиальный приводной инструмент |
4 |
||||
|
10 |
Сечение хвостовика инструмента |
□10×5 |
мм |
||
|
11 |
X1, Y1, Z1, X2, Z2 Мин. перемещение |
0,001 |
мм |
||
|
12 |
Точность повторного позиционирования |
0,003 |
|
||
|
13 |
X2, Y1, Z2 Ускоренная подача |
24 |
м/мин |
||
|
14 |
X1, Y2, Z1 Ускоренная подача |
24 |
м/мин |
||
|
15 |
X1, Y1, Z1, X2, Z2 Мощность двигателей подачи |
0,75 |
кВт |
||
|
16 |
Мощность двигателей приводного инструмента |
0,75 |
кВт |
||
|
17 |
Максимальная частота вращения приводного инструмента |
6000 |
мин-1 |
||
|
18 |
Мощность насоса подачи СОЖ |
0,25 |
кВт |
||
|
19 |
Габаритные размеры |
2100×1100×1770 |
мм |
||
|
20 |
Вес станка |
≈1800 |
кг |
||
Комплектация станка формируется под задачу заказчика. Ниже показаны основные узлы и системы, которые входят в базовое решение или добавляются по техническому заданию.
Устройства гашения вибрации устанавливаются в базовой комплектации

Радиальный приводной блок 02-2002 (вертикальный) для осевой группы инструментов контршпинделя Т31-Т34.
Цанга ER11
Частота вращения 6000 мин-1.
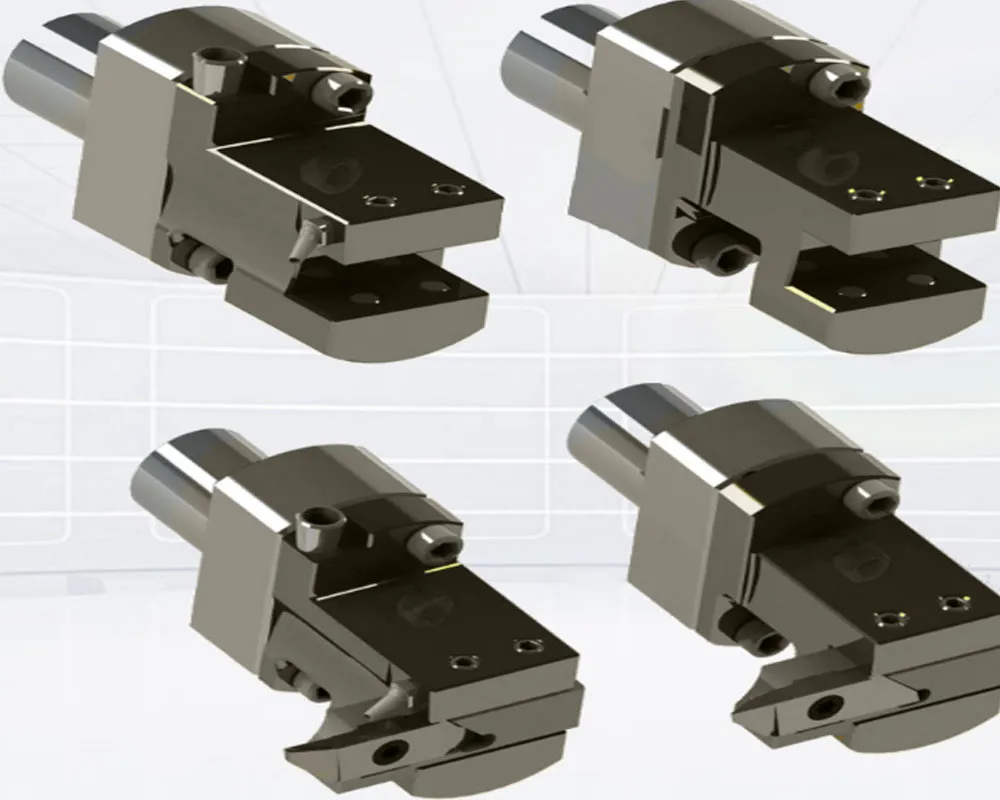
Резцовые блоки для установки в позиции Т31-Т34 для точения в контршпинделе.
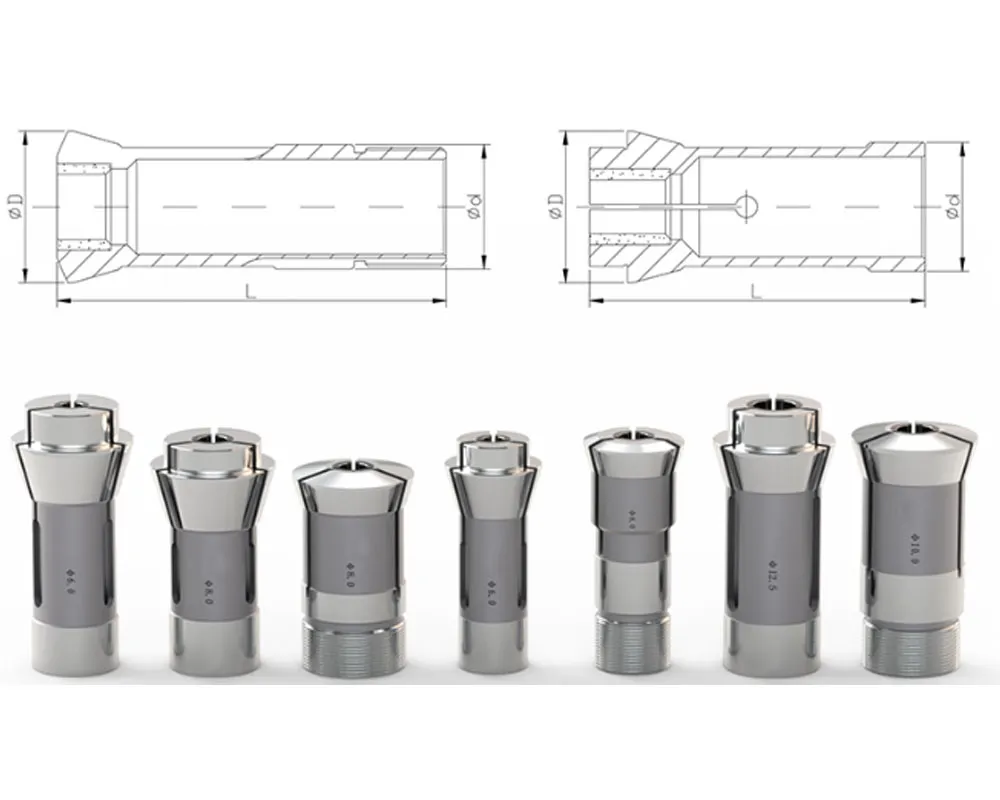
Цанги для установки пруткового цилиндрического и шестигранного материала в шпиндель и контршпиндель, а так же в направляющую втулку. Выбираются в зависимости от применяемого материалла.
Блок подачи СОЖ высокого давления 70 или 100 бар.

Приёмник деталей с ковейером

Электростатический фильтр масляного тумана.

Автоматическая система пожаротушения.

Конвейер удаления стружки

Система масляного охлаждения шпинделя.

Трансформатор
ТИССК сопровождает внедрение оборудования на предприятии заказчика: от подбора комплектации и технологии до ввода станка в эксплуатацию.
Опишите задачу, материал и планируемую деталь — специалисты ТИССК подготовят предварительное решение и коммерческое предложение.